Règles de mise à plat
|
Règles de mise à plat |
Ce document permet de définir le comportement des mises à plat (pertes aux plis, méthodes de pliages, épaisseurs, ....).
Étapes de création / Utilisation :
Créez un nouveau document en cliquant sur  , puis
choisissez
dans l'onglet Spécial.
, puis
choisissez
dans l'onglet Spécial.
Les règles de mise à plat sont à définir dans plusieurs rubriques expliquées plus bas :
Onglet
Tables  :
:
Propriétés générales
Tables
Onglet
Outils de pliage  :
:
Tableau
Priorité des types de pliage
Onglet
Procédés  :
:
Surfaces développables
Enregistrez et mettez ce document au coffre.
|
|
Les différentes rubriques de l'onglet tables:
|
En activant cette option, on s’assure d’un calcul précis des longueurs de dépliage pour ce type de plis. Cette option est activée par défaut dans les règles de mise à plat livrées dans la bibliothèque mécanique Cote interne, cote externe et cote tangente.
|
Les différentes rubriques de l'onglet Outils de pliage :
|
|
Les différentes rubriques de l'onglet Procédés :
|
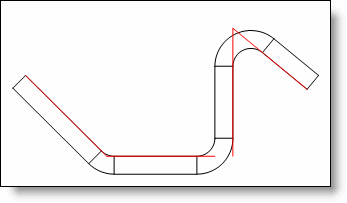
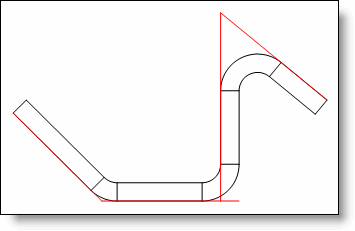
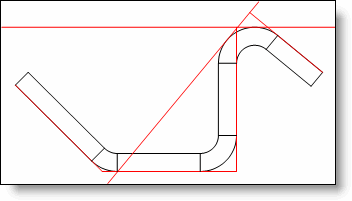
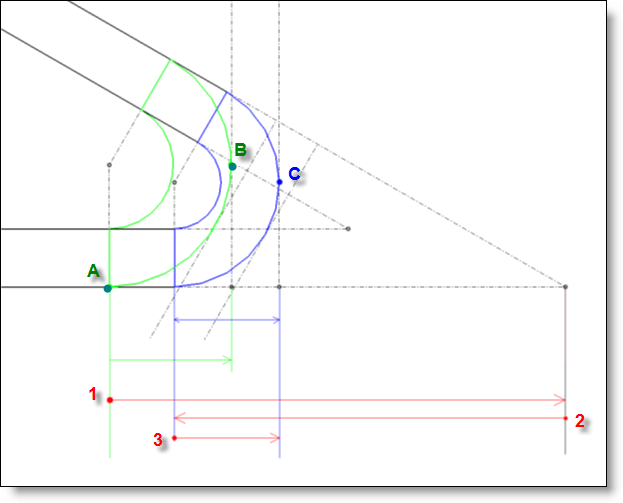
Cet onglet donne accès aux propriétés de traitement des surfaces développables ou «quasi développables». Définitions d'une surface développable : De nombreuses définitions sont possibles, mais intuitivement, toute surface qu’il est possible de construire avec une surface gabarit entre deux courbes ou entre une courbe et un point peut être considérée comme développable pour l’opération de mise à plat. Exemples de surfaces développables : - Cylindres - Cônes - Surfaces extrudées - Cylindres inclinés - Cônes inclinés - Tuyaux inclinés - Hélices Ces surfaces se caractérisent par la présence de génératrices linéaires dans une de leur deux directions principales. Strictement parlant, une surface est développable si, le long d’une de chaque génératrice, toutes les normales à la surface sont parallèles. Dans la cas contraire, la surface est dite «quasi développable». Nous permettons de mettre à plat de telles surfaces, mais elles subissent alors une déformation additionnelle qui fait qu’elles ne sont pas strictement «ré-enroulables». En chaudronnerie, on est parfois obligé d’avoir recours à ce genre de surfaces, dans la mesure ou la déformation additionnelle induite est raisonnable. On introduit alors des lignes de pliage intermédiaires entre les génératrices afin de permettre leur fabrication par crocage. Attention, si cette déformation est trop importante, la forme obtenue après fabrication ne pourra pas être strictement identique à la surface originale ayant servi à produire la mise à plat.
|