|

|
-
Geben Sie die Beschreibung der Abwicklungsregel ein.
-
Geben Sie die Teilenummer der Abwicklungsregel ein.
-
Tabellendefinitionsmethode: Der ausgewählte Modus ermöglicht es, Tabellen gemäß Ihren Auswahlen zu vervollständigen, durch Eingabe von Dicke, Radien und den entsprechenden Werkzeugen oder durch Eingabe des Verhältnis Radius/Dicke.
-
Standardaufbiegungsmethode: Sie können diese Option wahlweise aktivieren oder deaktivieren. Wenn aktiviert, wählen Sie eine der vorgeschlagenen Methoden aus. Falls die Aufbiegungsmethode für die gewählten Dicke, den gewählten Radius nicht definiert ist, wird in diesem Fall die Standardmethode verwendet. Andernfalls schlägt das Aufbiegen fehl.
|
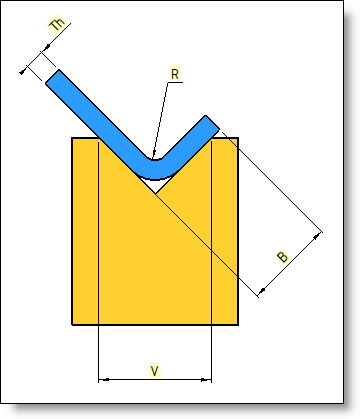
Alle Blechformungsprozesse führen zu einer Verformung des Materials. Diese Verzerrungen veranlassen das Material, sich zu verlängern oder zusammenzuziehen.
Es gibt zwei Hauptmodi zum Berechnen von Verlusten bei Biegungen:
|
- Berechnungen mit neutraler Faser:

|
Die Blechlänge wird an der neutralen Faser als konstant betrachtet. Die neutrale Faserposition ändert sich jedoch in Bezug auf die Material- oder Biegungseigenschaften entlang der Dicke.
Unter der neutralen Faser wird das Material komprimiert, auf der neutralen Faser wird es gestreckt.
Die grundlegendste Methode ist, die anzuwendende neutrale Faser direkt bereitzustellen (K-Faktor, Position der neutralen Faser). Es gibt jedoch auch andere Methoden für die Berechnung dieses Koeffizienten, abhängig vom Material, der Stärke und dem Biegeradius (DIN 6935).
Eine andere Möglichkeit besteht darin, diese Koeffizienten in Tabellen zu speichern, die auf dem Material, der Stärke, dem Biegeradius und dem Biegungswerkzeug basieren.
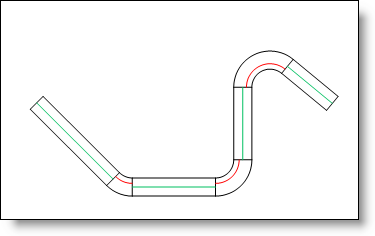
Charakteristische Längen für die Berechnung von neutralen Fasern
|
|
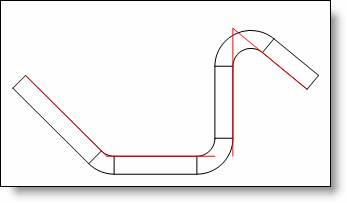
- Verlustberechnungen bei Entwurf:
|
Die Länge des abgewickelten Blechs wird an die internen oder externen Flächenlängen angepasst, die zum Beseitigen von Biegungen verlängert werden.
Es gibt drei Arten von Berechnungen: interne, externe oder tangentiale Bemaßung.
|
|
Interne Bemaßung

|
Verlustberechnung auf Schräge für interne Bemaßung:
|
|
Externe Bemaßung

|
Verlustberechnung auf Schräge für externe Bemaßung:
|
|
Tangentiale Bemaßung (intern oder extern)
 
|
Verlustberechnung auf Schräge für externe tangentiale Bemaßung:
|
-
Korrektur: Zusätzliche Verluste können auch auf die Ergebnisse verschiedener Berechnungsmodi angewendet werden (Korrektur), deren Werte ebenfalls vom Material, von der Stärke, vom Biegeradius und vom verwendeten Biegungswerkzeug abhängen können. Deshalb werden diese Werte im Allgemeinen in Tabellen gespeichert.
|
-
Aufbiegungsmethode für Falzbiegungen: Sie können diese Option wahlweise aktivieren oder deaktivieren. Falzbiegungen werden häufig mit Nennwerten für interne Radien und von Biegewinkel entworfen, die in den Aufbiegungstabellen nicht definiert sind. Dies führt zu einem Fehlschlagen bei der Abwicklungsoperation oder einer nicht angepassten Abwicklungsmethode für diese Art von Biegungen.
Wenn diese Option aktiviert ist, erfolgt eine genaue Berechnung der Aufbiegungslänge für diese Art von Biegungen.
Diese Option bewirkt, dass die Abwicklungslängen für diese Art von Biegungen genau berechnet werden.
Diese Option ist standardmäßig in den flachen Abwicklungsregeln definiert, die mit der mechanischen Bibliothek bereitgestellt werden (interne, externe und Tangentenbemaßungen).
|

|
Falzbiegungen sind Biegungen, die mit dem Befehl Blech - Falzbiegung erstellt werden. Biegungen, die von einer importierten Form stammen und mit dem Befehl Blech > Blecherkennung in Blech umgewandelt werden, können nicht als Falzbiegungen erkannt werden.
|
-
Tabellen:
-
In die erste Tabelle (grüner Hintergrund) geben Sie die verschiedenen Blechdicken ein, oder, wenn "Verhältnis" ausgewählt ist, die verschiedenen Verhältnisse von Radius/Dicke.
-
Wenn Paar ausgewählt ist, geben Sie die verschiedenen Radien und die entsprechenden Werkzeuge zur Verwendung in die mittlere Tabelle ein (gelber Hintergrund). Diese Werkzeuge müssen auf der Registerkarte Biegewerkzeuge definiert sein.
-
Geben Sie die verschiedenen Winkel, Aufbiegungsmethoden, K-Faktoren und die Korrektur für jeden Winkel ein. (Tabelle mit orangefarbenem Hintergrund).
-
Aktivieren Sie Interpolationswinkel, damit die Aufbiegungsmethode eine Lösung für nicht eingegebene Winkel findet.
|

|
-
Nachdem Sie die 2 ersten Winkel (z. B. 0° und 15°) eingegeben haben, verwenden Sie den Kontextbefehl "Vollständig", um automatisch Winkel bis zu 180° hinzufügen, bei denen der gleiche Abstand eingehalten wird.
-
Bevorzugte Biegewerkzeuge: Für eine gegebene Stärke können mehrere Abwicklungsprozesse mit dem gleichen Radius definiert worden sein. In diesem Fall schlägt das Abwickeln fehl, da TopSolid keine Abwicklungsregel für die entsprechenden Biegungen finden kann (wenn nicht standardmäßig eine Methode definiert wurde).
In der Spalte Bevorzugt der Tabelle Biegungsprozesse (gelber Hintergrund) kann ein Werkzeug als bevorzugtes Werkzeug ausgewählt werden.
Wenn ein Prozess als bevorzugter Prozess definiert ist und mehrere Werkzeuge verfügbar sind, verwendet TopSolid das bevorzugte.
Sie können mehrere Prozesse in der gleichen Spalte aktivieren (es kann verschiedene Radiuswerte für die gleiche Dicke geben), aber wenn mehrere Prozesse mit dem gleichen Radius als bevorzugte Prozesse definiert sind, zeigt TopSolid eine Meldung an.
Wenn mehrere Prozesse für den gleichen Radius als bevorzugte Prozesse definiert sind, verwendet TopSolid beim Abwickeln den ersten Prozess, der gefunden wird.
Für eine gegebene Biegung kann ein anderes Biegewerkzeug als das bevorzugte Werkzeug erzwungen werden.
-
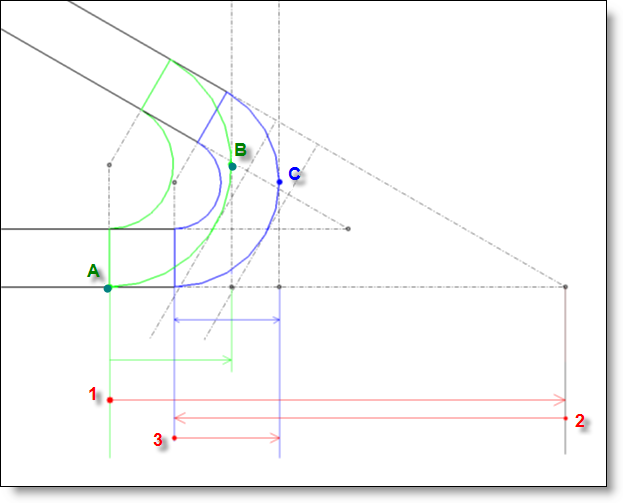
Um in der Lage zu sein, Biegungen einzugeben und Berechnungen anzustellen, die die neuen Tabellen von Trumpf, LVD,.. vorgeben, kann ein realer Radius der Biegung für jeden Winkel in den Abwicklungsregeln eingegeben werden. Dieser Radius ist optional.
Er kann nur für interne oder externe Methoden der Tangentegröße eingegeben werden. Für andere Methoden macht dies keinen Sinn und die Spalte wird entfernt.
Wenn dieser Wert eingegeben wird, wird die Abwicklung so berechnet, als wenn das Bauteil mit diesem Radiuswert entworfen werden würde.
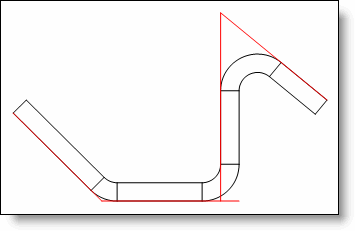
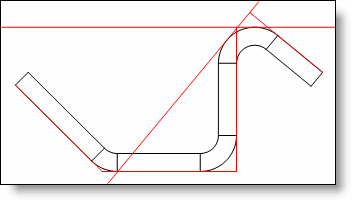
Für Biegungswinkel < 90°, wie im unten angefügten Schema aufgeführt, folgt die Kalkulation den [AC]-Punkten anstatt der Größe der Tangente, die den [AB]-Punkten folgt, die dem entsprechend erstellten Radius entspricht.
Für Biegungswinkel > 90° verändert sich die Kalkulation nicht und entspricht der externen oder internen Größe der Tangente.
Anmerkungen zur Biegung werden den realen Radiuswert anzeigen (Radius, abgerollte Größe, k-Faktor oder Ähnliches). Somit wird der angezeigte Radius einen anderen Wert in Bezug auf die Biegungswinkel haben. Es wird empfohlen, auch die Biegungswerkzeuge in der Anmerkungen zur Biegung anzuzeigen.
Auch die Ursprungsbegrenzungen werden in der abgerollten Größe angezeigt, die dem realen Radiuswert entsprechen.
Beim Entwerfen des Bauteils ist der verwendeten Radius nicht wichtig. Es wird empfohlen, den assoziierten Radius des Biegewerkzeugs zu nutzen. Die Option automatischer Radius erlaubt es, diesen Wert automatisch zu erhalten.
|
|

 klicken. Klicken Sie dann auf das Symbol
klicken. Klicken Sie dann auf das Symbol  :
: :
: