Unfolding rules
|
|
Unfolding rules |
This document allows you to define the behavior of unfoldings (loss at bends, bending methods, thicknesses, etc.).
Creation stages / Use:
Create a new document by clicking the  icon, then select the icon in the Special tab.
icon, then select the icon in the Special tab.
Unfolding rules have to be defined in several rubrics explained below:
Tables tab  :
:
General properties
Tables
Bending tools tab  :
:
Table
Priority of bending types
Processes tab  :
:
Developable surfaces
Save and check in this document.
|
|
|
Different rubrics of the tables tab are:
|
|
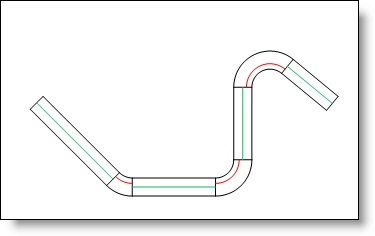
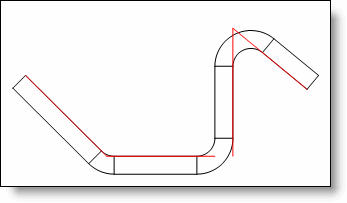
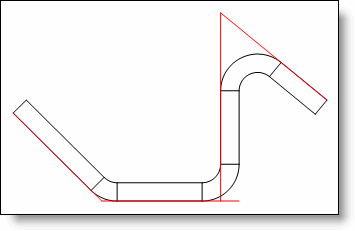
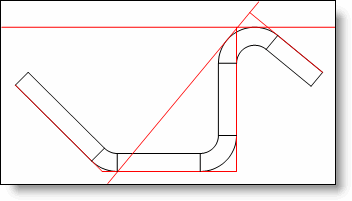
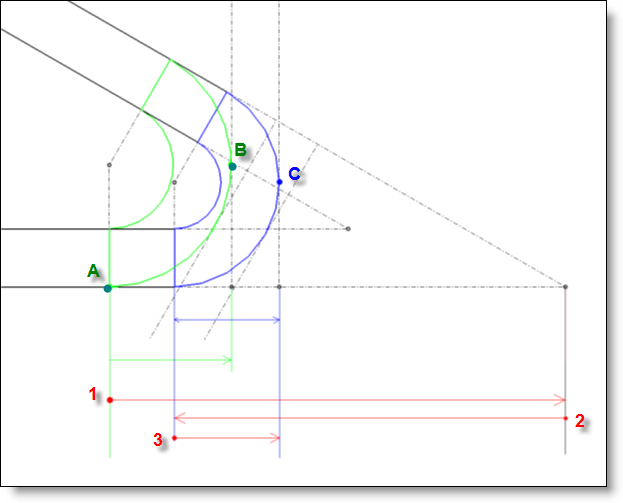
By checking this option, unbending length calculation will be precise for this kind of bends By using this option, a precise calculation of unfolding lengths for this kind of bends is done. This option is activated by default in the flat unfolding rules provided with the mechanical library (internal, external and tangent dimensions).
|
Different rubrics of Bending tools tab are:
|
|
|
Different rubrics for process tab are:
|
|
This tab allows you to have access to treatment properties for developable or «almost developable» surfaces. Developable surface definitions: A lot of definition are possible, but intuitively, each surface which is possible to create with a lofted surface between two curves or a curve and a point can be considered as developpable for the unfolding operation. Examples of developpable surfaces: - Cylinders - Cones - Extruded surfaces - Inclined cylinders - Inclined cones - Inclined pipes - Helix These surfaces are characterized by the presence of linear section curves in one or two of their main directions. Strictly speaking, a surface is unfoldable if, along one of each section curve, all normals to the surface are parallels. In the opposite case, the surface is said "quasi developpable".TopSolid allows to unfold this kind of surfaces, but they are modified by adding an additional deformation, so they are not strictly "rollable". With transition part, we are sometimes forced to use this kind of surfaces, if the additional deformation is low. In this case, we add some intermediate folding lines to allow the manufacturing by crunch faces. If this deformation is too important, the shape obtained after manufacture will not be strictly the same the initial surface used to create the unfolding.
|