:
:A partir d’un document pièce :
Cette fonction permet de définir manuellement chaque élément  , qui une fois assemblé composera un outil complet
, qui une fois assemblé composera un outil complet  .
.
|
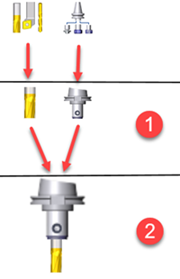
Cas des outils de fraisage |
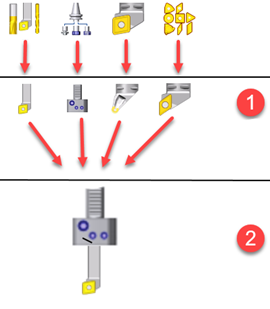
Cas des outils de tournage |
|
|
|
Les explications suivantes donnent les grandes lignes pour la définition de la partie coupante et l'attachement pour une fraise 2 tailles.
1 – Choix du composant : « Outil coupant »
Sélection du type d'outil - - > « Fraise 2 tailles »

Sélection du système de fixation de queue - - > « Queue cylindrique »

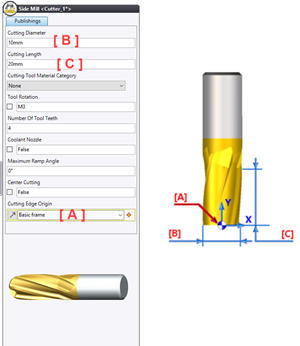
 Définition des caractéristiques de la partie coupante de l’outil : diamètre de coupe, longueur de la partie coupante...
Définition des caractéristiques de la partie coupante de l’outil : diamètre de coupe, longueur de la partie coupante...
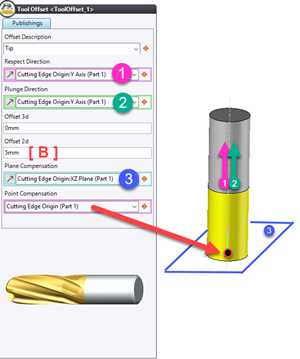
La section de l'outil sera dessinée dans le plan [XY] qui sera le repère d'origine de l'arête de coupe [A] (voir schéma ci-dessous)
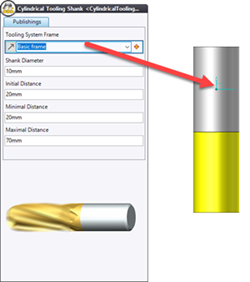
Définition du repère pour positionner la partie coupante dans le composant « Attachement » :
L'axe Z du repère de positionnement sera l'axe de l'outil.
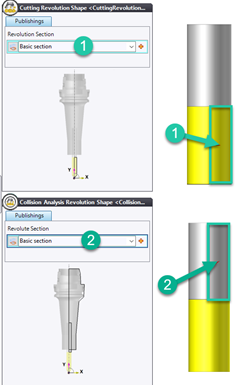
Définition des profils pour la détection des collisions et de mise à jour du brut :
Les sections seront définies dans le plan [XY] du repère d'origine de l'arête de coupe.
Définition du point de compensation et des directions nécessaires à l’usinage.
Dans le cas d'une fraise 2 tailles un seul point piloté au bout d'outil sera défini ("correction spatiale"=0 et "correction plane" =rayon de l'outil).
Description générale de la partie coupante .
.
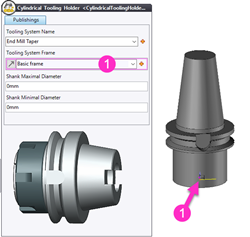
2 – choix du composant : « Attachement »
Sélection du type d'attachement - - > « Mandrin pour queue cylindrique »

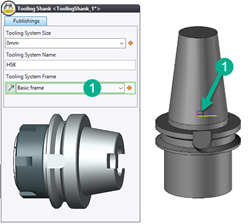
Sélection du système de fixation - - > « HSK »

Définition du repère pour le positionnement et du diamètre pour le composant « Outil coupant ».
L'axe Z du repère de positionnement sera l'axe de l'attachement.
Définition du repère pour le positionnement pour le porte outil dans la machine :
L'axe Z du repère de positionnement sera l'axe de l'attachement.
Définition du profil de détection des collisions :
La section sera définie dans le plan [XZ] d'un des repères de positionnement.
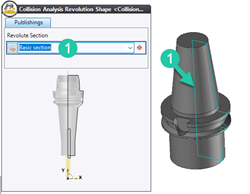
Description générale de l’attachement .