Standard
Les passes s'effectuent selon la direction d'usinage définie préalablement.
Il est possible de couper la trajectoire tous les x mm
Type d'usinage paraxiale
Les faces qui constituent le modèle à usiner sont coupées par des plans horizontaux, parallèles au plan XY et parallèles entre eux pour tenir compte de la valeur du rayon de coin d’outil et de la surépaisseur à laisser. Ces plans sont régulièrement espacés d’une valeur égale au pas d’usinage (profondeur de passe).
Le type d'usinage disponible sont les suivants :
|
|
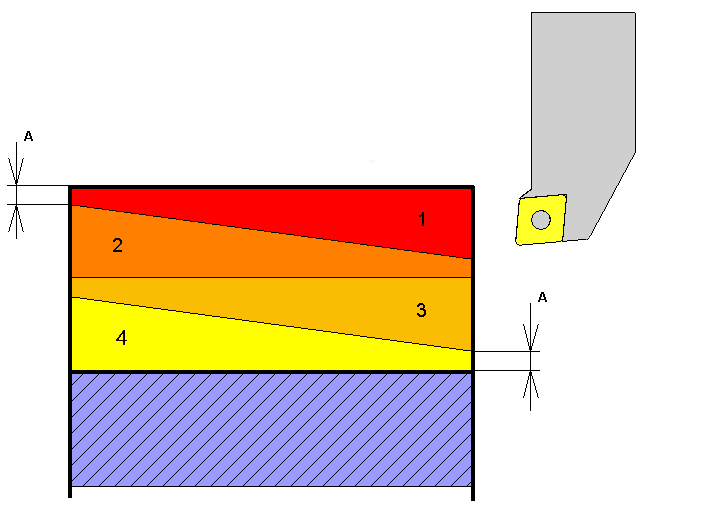
Standard
Les passes s'effectuent selon la direction d'usinage définie préalablement. Il est possible de couper la trajectoire tous les x mm |
|
|
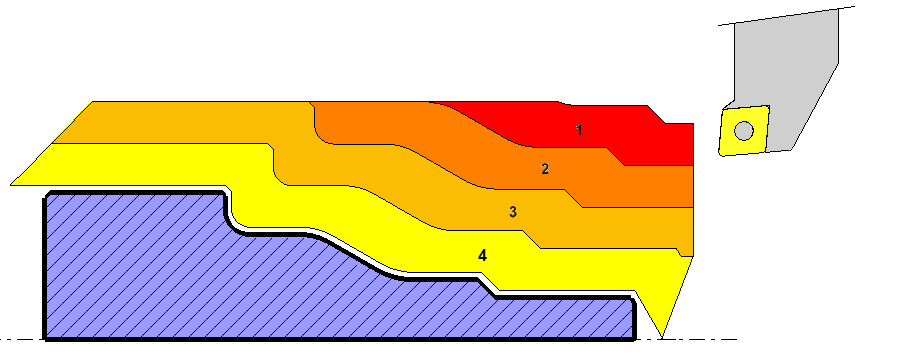
Rampe
Cette méthode d'usinage est surtout utilisée lorsque l'on veut que l'usure des outils soit la plus régulière possible. Les passes d'ébauche s'effectuent alors selon le schéma suivant.
A : Copeau minimum |
|
|
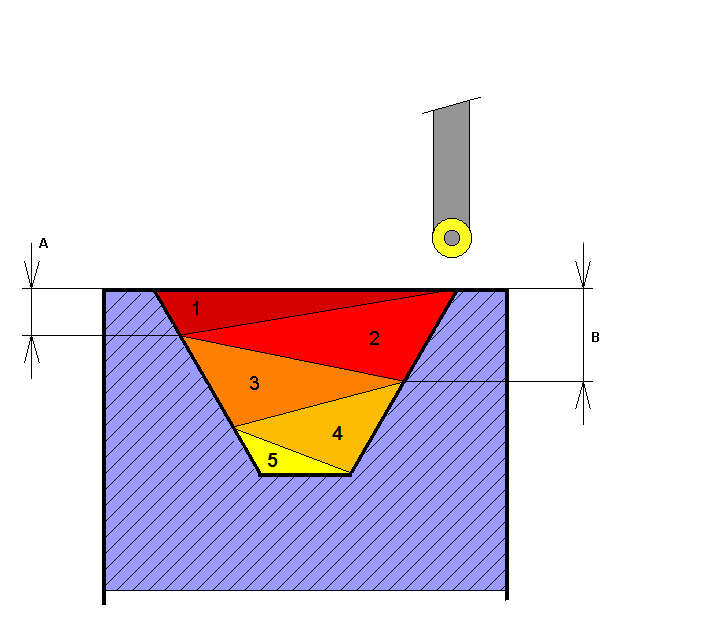
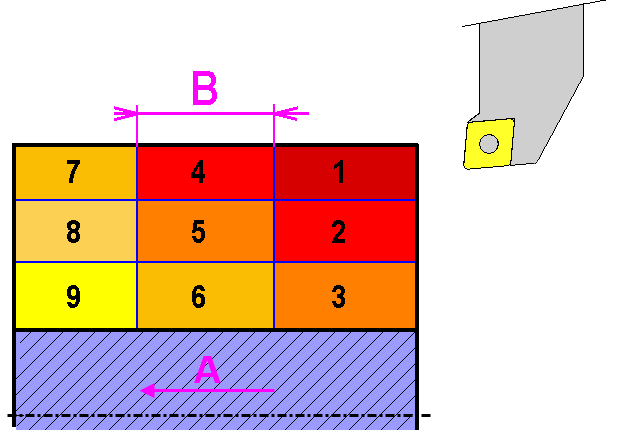
Zigzag
L'emploi d'outils symétriques permet de réaliser des ébauches de manière alternative comme le montre également le second schéma suivant.
A : Demie-profondeur de passe B : Profondeur de passe |
|
|
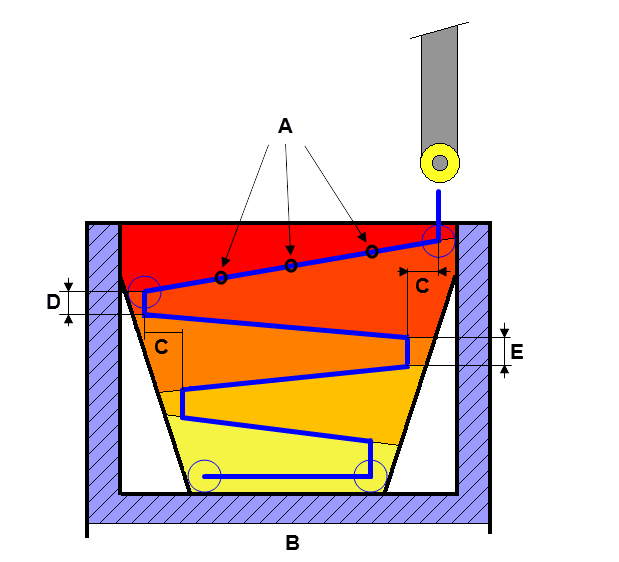
Rampe en poche
Cette option est destinée à la réalisation de poches dans des matériaux durs nécessitant de nombreux changements d’avance et des types de plongée particulier. Attention, pour fonctionner correctement, cette option ne doit être utilisée qu’avec des outils à plaquettes rondes et uniquement pour des usinages de poches. Voir le schéma suivant.
A : Points de changement d'avance B : Usinage en rampe en poche C : Distance d'écrêtage D : Plongée 1 E : Plongée 2
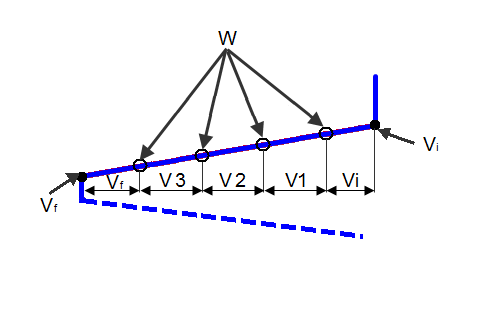
Le fonctionnement des avances est décrit par l'exemple ci-dessous :
Avec l'option rampe en poche, on définit tout d'abord la vitesse initiale Vi et la vitesse finale Vf. On définit ensuite le nombre de point de changement d'avance. Dans notre exemple: W = 4 points.
L'outil commencera donc à Vi puis sa vitesse d'avance diminuera progressivement jusqu'à atteindre Vf. Avec V1 = Vi - (Vi - Vf) / 4 et V2 = Vi - 2(Vi - Vf) / 4 enfin V3 = Vi - 3(Vi - Vf) / 4
La plongée s'effectuera ensuite à Vf puis à la rampe suivante on repart à Vi et ainsi de suite. |
|
|
Contournage successif
Les passes s'effectuent en suivant des profils parallèles à la géométrie de la pièce ou du profil usiné. Voir le schéma suivant.
|
|
|
Par Palier
Les passes s'effectuent selon la direction d'usinage définie préalablement, mais celles-ci sont décomposées suivant une distance maximale (longueur des paliers). Voir schéma suivant.
A : Direction d'usinage B : Longueur des paliers |