
Plongée
L'outil effectue une suite de plongées successives, parallèles entre-elles, et espacées de la valeur du pas, et ceci, en partant du profil brut pour aller jusqu’au profil fini. Chacune de ces plongées est interrompue en fonction de la profondeur de passe. A chaque interruption, l’outil remonte de la valeur de la distance de sécurité pour briser le copeau. Une temporisation est activée au fond de la plongée.
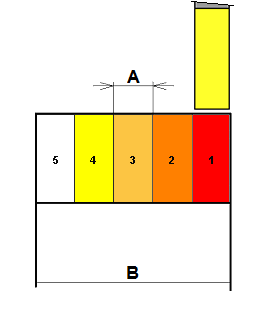
A : Prise de passe transversale
B : Plongées successives

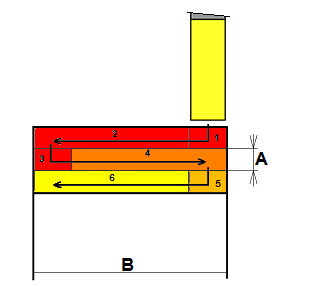
Palier mono-directionnel
Le volume de matière initial à retirer est prédécoupé, perpendiculairement à l’axe de l’outil, en plusieurs volumes élémentaires, en fonction de la valeur de la profondeur de passe. Chaque volume élémentaire, ou palier, est ensuite ébauché selon la première méthode. Tous les volumes élémentaires sont usinés en respectant toujours le sens 'élément de départ vers élément de fin'.
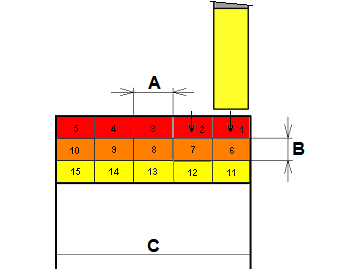
A : Prise de passe transversale
B : Profondeur de passe
C : Plongée par palier en mode mono-directionnel

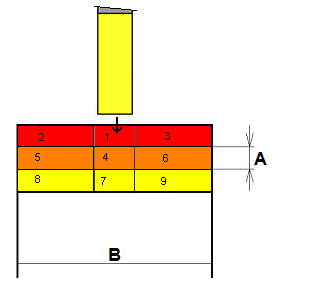
Palier bi-directionnel
Le volume de matière initial à retirer est prédécoupé, perpendiculaire-ment à l’axe de l’outil, en plusieurs volumes élémentaires, en fonction de la valeur de la profondeur de passe. Chaque volume élémentaire, ou palier, est ensuite ébauché selon la première méthode. Tous les volumes élémentaires sont usinés en alternant le 'sens élément de départ /élément de fin'.
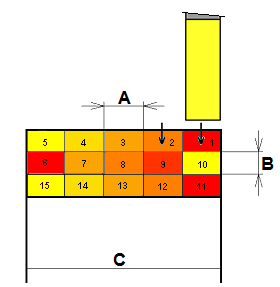
A : Prise de passe transversale
B : Profondeur de passe
C : Plongée en palier en mode bi-directionnel

Carré mono-directionnel
L'outil effectue une plongée, jusqu'à atteindre la valeur de la profondeur de passe, puis cylindre la pièce en utilisant son flanc droit ou gauche. L'opération est renouvelée jusqu'à atteindre le profil fini. En mode mono-directionnel, le cylindrage ne s'effectue que dans un seul sens.
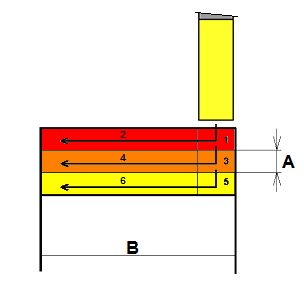
A : Profondeur de passe
B : Cycle carré en mode mono directionnel

Carré bi-directionnel
L'outil effectue une plongée, jusqu'à atteindre la valeur de la profondeur de passe, puis cylindre la pièce en utilisant son flanc droit ou gauche. L'opération est renouvelée jusqu'à atteindre le profil fini. En mode bi-directionnel, le cylindrage s'effectue alternativement de l'élément de départ vers l'élément de fin, et réciproquement.
A : Profondeur de passe
B : Cycle carré en mode bi-directionnel

Zigzag
L’outil nécessaire à cette opération doit permettre de plonger et de couper sur son flanc gauche ainsi que sur son flanc droit. Le volume de matière à retirer est découpé, perpendiculairement à l’axe de l’outil, en plusieurs volumes élémentaires, selon la valeur de la profondeur de passe. Les volumes élémentaires sont ensuite retirés transversalement en coupe alternée.
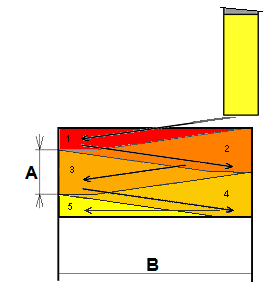
A : Profondeur de passe
B : Mode Zigzag

Alternatif
Le volume de matière initial à retirer est prédécoupé, perpendiculairement à l’axe de l’outil, en plusieurs volumes élémentaires, en fonction de la valeur de la profondeur de passe. Chaque volume élémentaire, ou palier, est ensuite ébauché selon la première méthode. La plongée est fixée par le paramètre "Première plongée"
A : Profondeur de passe
B : Mode alternatif

Trochoïdal
L'outil effectue une plongée, jusqu'à atteindre la valeur de la profondeur de passe en effectuant un rayon, puis cylindre la pièce en utilisant son flanc droit ou gauche. L'opération est renouvelée jusqu'à atteindre le profil fini. Le cylindrage s'effectue alternativement de l'élément de départ vers l'élément de fin, et réciproquement.
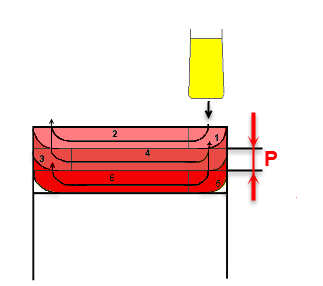
A : Profondeur de passe
B : Mode alternatif
r : rayon de la trochoïde