
Usinage en bout
|
Usinage en bout |
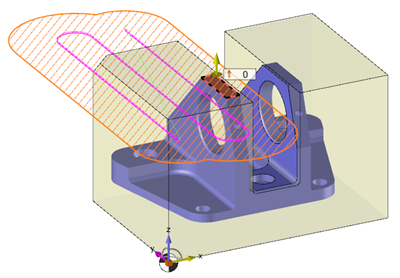
Retirer toute la matière qui se trouve à l’aplomb d’une face ou d'un contour, entre la pièce finie et la pièce brute, en l’étendant aux limites horizontales de la pièce brute et en respectant les îlots éventuels qui pourraient s’y trouver.
TopSolid'Cam préconise un nombre de passes en Z en fonction de la quantité de matière à retirer et des conditions de coupe de l’outil appelé.
L'usinage en bout comprend donc des opérations du type surfaçage ou encore vidage de poche.
La face désignée par l’opérateur est automatiquement étendue jusqu’aux premières limites rencontrées de la pièce brute.
En cas de présence d’îlots au milieu de la face à surfacer, l’algorithme gère leur juxtaposition éventuelle empêchant le passage de l’outil. L’algorithme gère également les coins dont le rayon minimum est inférieur au rayon d’outil. TopSolid'Cam génère, dans ces deux cas, de la matière résiduelle, qui sera reconnue automatiquement par les opérations ultérieures de reprise d’usinage.
Lors du réglage des paramètres d’usinage dans les boites de dialogue, la zone réellement usinable est visualisée par un hachurage interactif.
Plusieurs modes de descente sont disponibles, en fonction de l’outil choisit par l’opérateur. Dans le cas d’une descente verticale en pleine matière, en avance rapide ou en avance travail, l’utilisateur peut définir un point de descente ou se servir du point proposé par TopSolid'Cam.
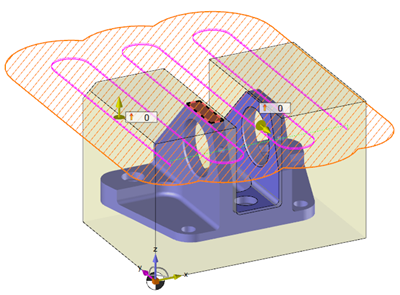
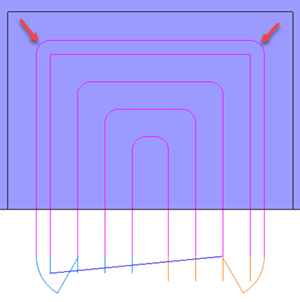
 Le surfaçage étendu
Le surfaçage étendu  permet d'usiner les surfaces
d'une même hauteur même si elles sont séparées par du vide (absence de
brut, TopSolid continue à étendre voir si on ne retrouve pas de nouveau
le brut !) :
permet d'usiner les surfaces
d'une même hauteur même si elles sont séparées par du vide (absence de
brut, TopSolid continue à étendre voir si on ne retrouve pas de nouveau
le brut !) :
Surfaçage |
Surfaçage étendu
|
 |
 |
Il est
possible de demander un contournage intégré (donc avec prise de correction
G41 / G42) pour terminer les flancs.
Vidage de poche ouverte + contournage intégré avec stratégie "BOOST" |
Vidage de poche + contournage intégré avec stratégie "contournage successif" |
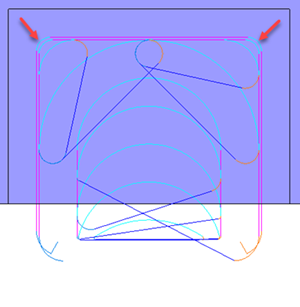
A la différence d’une stratégie classique d'usinage en bout, dans le contournage intégré du mode "BOOST" la vitesse d’avance est automatiquement réduite sur les arcs de coin afin de préserver le taux de matière à enlever.
|
L'avance reste par défaut en avance travail dans les coins du contournage intégré. Pour réduire la vitesse dans les coins, il faut régler les paramètres de changement de vitesse dans les angles de l'onglet "UGV"
|
A l'aide du menu 2D/3D ou de la souris ( sélection d'une face avec le bouton droit), sélectionner l'usinage en bout.
Un bandeau d'icônes apparaît à gauche de l'écran ainsi qu'une étiquette sur la partie graphique.
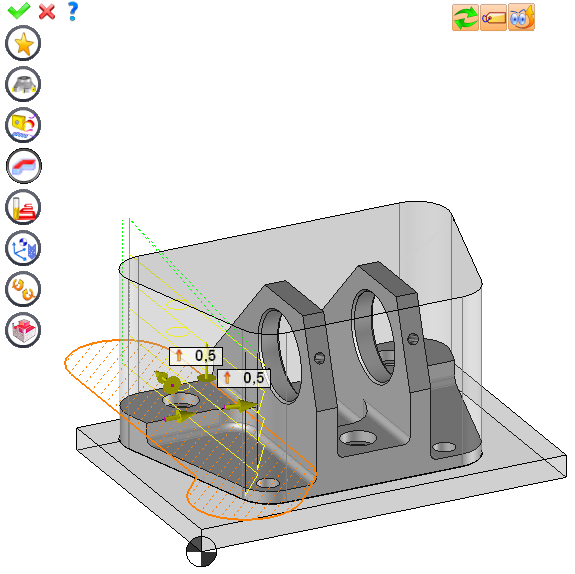
Il est alors possible de modifier des valeurs en
Sélectionnant dans l'étiquette la valeur à modifier. L'étiquette est le tableau représenté dans l'image du dessus en haut à droite. En fait, toutes les valeurs de l'étiquette sont des champs présents dans une des icônes de la partie gauche. Ces valeurs sont placées dans l'étiquette pour un accès plus rapide.
Sélectionnant les valeurs encadrées dans la zone graphique ou en tirant sur les flèches (les 2 champs ayant une valeur de 0.5 dans l'image du dessus, en haut de la zone hachurée). Comme pour les valeurs de l'étiquette , ces champs sont des champs présents dans une des icônes de la partie gauche. Ces valeurs sont placées dans la zone graphique pour un accès plus rapide.
Ouvrant une des icônes de la partie de gauche.
|
Choisir un favori
Plutôt de que modifier n valeurs, il est possible avec cette option de pouvoir récupérer (ou sauvegarder) des valeurs déjà saisies.
|
|
Choisir l'outil à utiliser
Par
défaut,si l'outil de l'opération précédente peut être utilisé,
celui-ci est re-utilisé pour cette opération (Le nom de l'outil
apparaît alors sur la zone graphique à côté de
Si l'outil précédent ne convient pas
ou si c'est la première opération, il est impératif de sélectionner
un outil pour valider l'opération (
|
|
Définir les conditions de coupe de l'opération
C'est avec cette icône qu'il est possible de modifier les conditions de coupe de l'opération en cours.
|
|
Définir ou ajouter la (les) géométrie(s) à usiner
C'est avec cette icône qu'il est possible de sélectionner (ou ôter) les géométries à usiner. En sélectionnant d'abord la géométrie et en utilisant "Usinage en bout" avec un clic doit de la souris, cette géométrie est automatiquement ajoutée. Il n'est donc pas nécessaire d'accéder à cette icône pour cela
Définir des limites pour l'usinage
Il est aussi possible d'appliquer des limitations (XYZ ou contour) à l'opération en cours.
|
|
Définir tous les paramètres d'usinage
Chaque usinage a des paramètres particuliers. C'est avec cette icône que nous avons accès à tous les paramètres (comme les surépaisseurs, altitudes, mode de descentes, modes d'usinage, ...)
|
|
Définir des paramètres du fichier Iso
C'est avec cette icône qu'il est possible de définir le commentaire à utiliser pour le code Iso ou de décider des matrices de plans inclinés à utiliser.
|
|
Définir les axes colinéaires
Cette icône est disponible que si la machine courante possède des axes colinéaires. C'est avec cette icône que l'on décidera quel axe sera piloté par l'opération. On pourra aussi décider de la valeur de sortie de l'axe qui restera fixe.
|
|
Permet d’ajouter un axe ou plusieurs axes à l'usinage courant
Comme par exemple sur une machine 4 ou 5 axes faire des usinages radiaux ou axiaux. |
|
Définir les propriétés de l'opération
C'est avec cette icône qu'il est possible de définir si par exemple on désire la mise à jour du brut ou bien de demander à calculer le résultat plus tard.
|
|
Valider
Afin de valider l'opération en cours, il suffit d'appuyer sur cette icône de faire un clic droit en dehors de la fenêtre puis utiliser le menu "OK"
|
|
Annuler
Si on désire annuler cette opération, il suffit d'appuyer sur cette icône
|
|
Aperçu
Afficher ou masquer la zone d'usinage. Lorsque celle-ci est masquée, le calcul de cette zone n'est pas effectué et nous avons donc des temps de réponse améliorés.
|
|
Montrer l'étiquette
Permet d'afficher ou masquer l'étiquette de la zone graphique.
|
|
Mise à jour de l'édition
A chaque fois qu'un paramètre est modifié (comme la prise de passe axiale), tous les calculs pour remettre à jour la zone hachurée ainsi que la trajectoire sont déclenchés. Il se peut donc que la modification d'un paramètre devienne longue. Dans de nombreux cas, nous souhaitons modifier plusieurs paramètres avant de remettre à jour les calculs. Il suffit donc dans ce cas, d'appuyer sur cette icône. Dans ce cas, zone hachurée et trajectoire (par exemple) ne seront pas re calculées avant de ré appuyer sur cette icône.
|
 Cliquez
sur les différentes zones de l'image ci-dessous
Cliquez
sur les différentes zones de l'image ci-dessous
#1 |
|
Temps |
10:05:00 |
Altitude... |
|
Surép. latérale des îlots |
|
Prof. axiale maximum |
4.5mm |
Prof. axiale finale |
|
Visu. de la trajectoire |
Gestion des visibilités
lors de l'édition de l'opération: cliquez sur les icônes ci-dessous
Visibilité de la machine |
Visibilité des posages |
Visibilité de l'outil |
Visibilité des collisions |
Visibilité des trajectoires |
|
|
|
|
|
|
|



 )
) )
)
















