
Désactivé
Aucune orientation évolutive n'est donnée à l'outil, seul le dépinçage longitudinal et/ou transversal est autorisé.

Sur/Dans courbe
L'angle de dépinçage est évolutif, il est calculé par rapport à la courbe limite de dépinçage.
- Dans le cas d'une courbe ouverte l'axe de l'outil est sur la courbe.
- Dans le cas d'une courbe fermée l'axe outil se situe à l'intérieur de la courbe.

Dans la direction de la courbe avec un angle par rapport au Z
Ici l'axe de l'outil n'est pas directement sur la courbe, un angle (a) supplémentaire est donné par rapport à la direction Z.
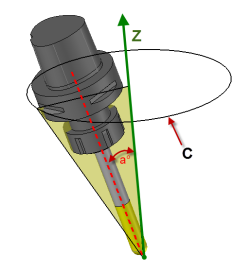
Seul le dépinçage transversal dans le plan jaune est autorisé.

Ici l'axe de l'outil n'est pas directement sur la courbe, un angle (a) supplémentaire est donné mais par rapport ici à la courbe.
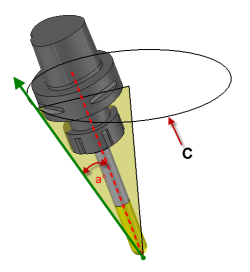
Seul le dépinçage transversal dans le plan jaune est autorisé.

Automatique avec anticipation de collisions
Ce mode, calcule en automatique un angle de dépinçage qui évolue entre deux bornes tout en évitant les collisions par anticipation.
La valeur du rayon d'anticipation permet d'éviter des variations brusques de l'angle (afin d'assurer un usinage fluide).
Bien entendu avec ce mode, le temps de réponse sera certainement très long.

Comme le mode précédent, il permet d'éviter avec anticipation les collisions. Par contre, afin d'améliorer les temps de réponse, ce contrôle de collisions n'est appliqué que suivant la direction de l'axe Z.
Cas par exemple pour les moules ayant des cavités profondes et pour lesquelles donc les seuls risques de collision sont en Z (pas de contre dépouille).