
Usinage de vis
|
Usinage de vis |
Il s’agit d’une fonction 4 axes continus qui permet d’usiner des pièces de type vis de convoyage ou vis d’extrusion.
Cette fonction autorise l’usinage sur un solide ou un ensemble de surfaces. Elle permet de définir un usinage d'ébauche ou de finition en choisissant parmi les quatre types d’usinage suivants :
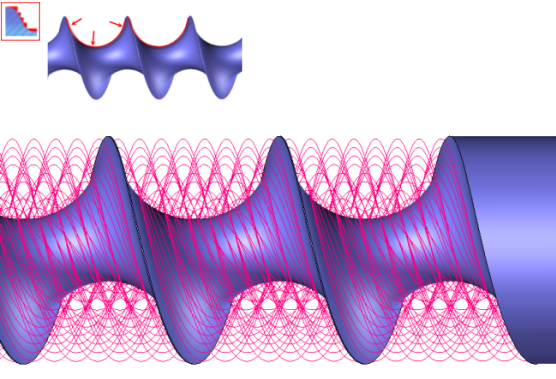
Ébauche par passes en Z.
Le bord droit et gauche de la vis sont réalisés quelque soit le pas d’usinage.
Les trajectoires sont fluides sur des bords verticaux.
Peu de passage au plan de sécurité.
Ne convient pas à l’usinage de zones plutôt planes
 |
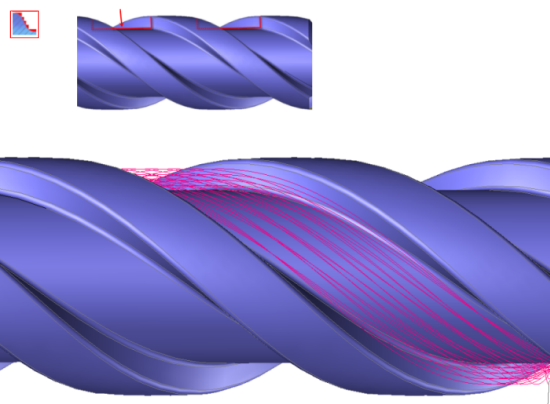
Ébauche à Z constant.
Le fond de la vis est réalisé quelque soit le pas en Z. Cela permet donc d’usiner des zones plutôt planes.
Ne convient pas à l’usinage de zones plutôt verticales
 |
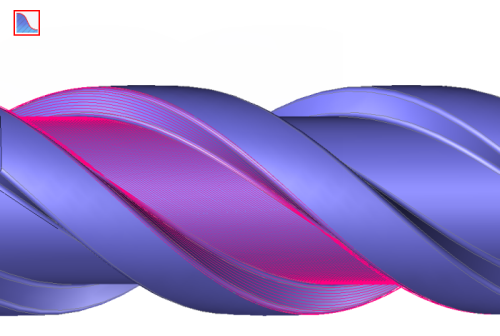
Finition.
Les trajectoires correspondent à des « iso-paramétriques »
L’usinage de la pièce s’effectue avec une crête constante.
 |
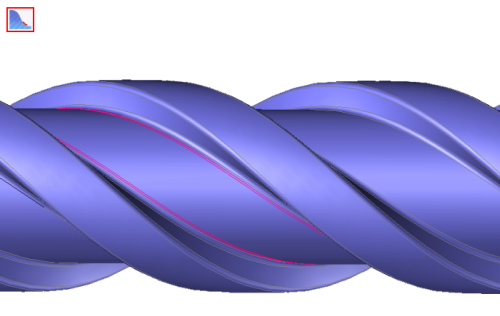
Reprise de matière.
Il s’agit de reprendre la matière qui aurait été laissée par le passage d’un outil de référence. Il faut donc saisir l’outil de référence dans la boite de dialogue. Cet outil ne peut être qu’une fraise boule, ainsi seul le diamètre outil est demandé. L’usinage se déroule ensuite de manière automatique en usinant toutes les zones n’ayant pas été atteintes par l’outil de référence. Il est possible, dans des cas critiques, de saisir un outil de référence légèrement plus gros, ce qui permet de reprendre des zones un peu plus larges ou rendre continue une zone plus ou moins morcelée.
 |
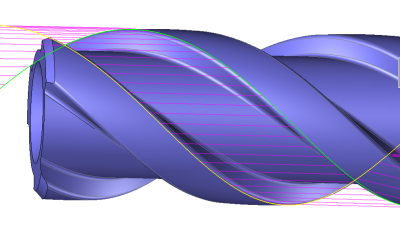
L’usinage de vis est une opération permettant d’usiner une vis grâce à deux courbes guides. Une trajectoire est alors calculée entre ces deux courbes en fonction du type d’usinage.
Les faces qui constituent le modèle à usiner sont coupées, par des plans radiaux contenant l'axe de révolution de la pièce afin de tenir compte de la valeur du rayon d'outil. Ces plans sont régulièrement espacés d'un pas radial calculé par TopSolid'Cam. La détermination de l'axe de révolution est essentielle pour un bon fonctionnement de l'usinage.
Le mouvement d'entre passe combine un cycle carré ou zigzag classique avec une rotation angulaire de la pièce afin de passer au profil suivant.
Si l'axe de rotation est X, l'outil est fixe en Y et ne se déplace qu'en X et Z, il existe néanmoins la possibilité de désaxer l'axe outil par rapport à l'axe de rotation de la pièce.
A l'aide du menu 4D/5D, sélectionner le menu "Usinage de vis...".
Un bandeau d'icônes apparaît à gauche de l'écran ainsi qu'une étiquette sur la partie graphique.
 l'usinage topologique n'est pas supporté par la fonction
usinage de vis, il faut sélectionner deux courbes limites pour délimiter
l'usinage.
l'usinage topologique n'est pas supporté par la fonction
usinage de vis, il faut sélectionner deux courbes limites pour délimiter
l'usinage.
L'ordre de sélection des deux courbes définit la zone à usiner. un hachurage violet donne un aperçu de la zone à usiner.
 |
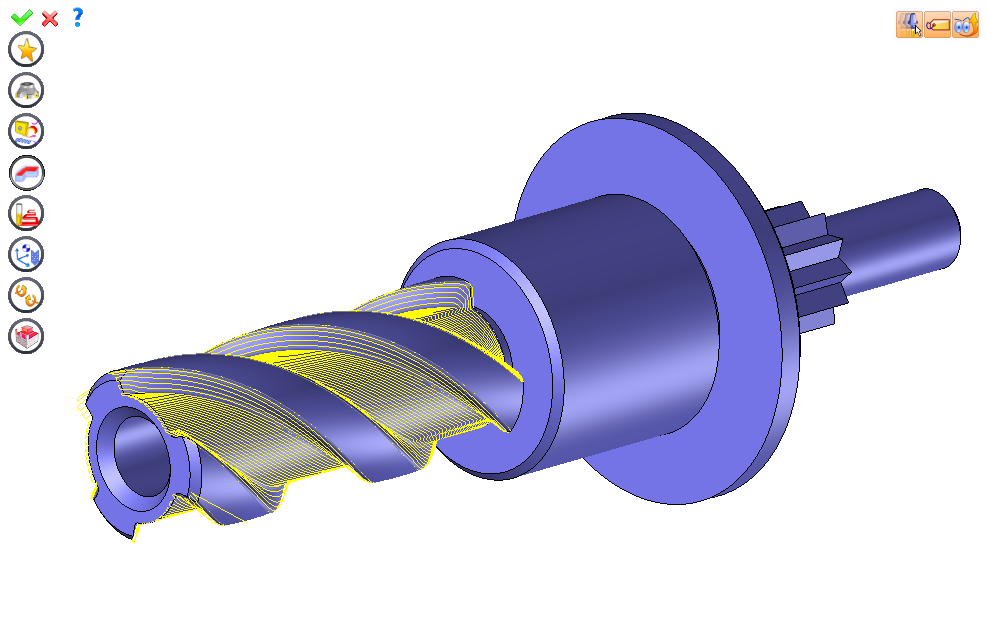 |
Il est alors possible de modifier des valeurs en
Sélectionnant dans l'étiquette la valeur à modifier. L'étiquette est le tableau représenté dans l'image du dessus en haut à droite. En fait, toutes les valeurs de l'étiquette sont des champs présents dans une des icônes de la partie gauche. Ces valeurs sont placées dans l'étiquette pour un accès plus rapide.
Sélectionnant les valeurs encadrées dans la zone graphique ou en tirant sur les flèches. Comme pour les valeurs de l'étiquette , ces champs sont des champs présents dans une des icônes de la partie gauche. Ces valeurs sont placées dans la zone graphique pour un accès plus rapide.
Ouvrant une des icônes de la partie de gauche.
|
Choisir un favori
Plutôt de que modifier n valeurs, il est possible avec cette option de pouvoir récupérer (ou sauvegarder) des valeurs déjà saisies.
|
|
Choisir l'outil à utiliser
Par
défaut,si l'outil de l'opération précédente peut être utilisé,
celui-ci est re-utilisé pour cette opération (Le nom de l'outil
apparaît alors sur la zone graphique à côté de
Si l'outil précédent ne convient pas
ou si c'est la première opération, il est impératif de sélectionner
un outil pour valider l'opération (
|
|
Définir les conditions de coupe de l'opération
C'est avec cette icône qu'il est possible de modifier les conditions de coupe de l'opération en cours.
|
|
Définir la (les) géométrie(s) à usiner
C'est avec cette icône qu'il est possible de sélectionner les deux courbes pour limiter l'usinage..
|
|
Définir tous les paramètres d'usinage
Chaque usinage a des paramètres particuliers. C'est avec cette icône que nous avons accès à tous les paramètres (comme les surépaisseurs, altitudes, mode de descentes, modes d'usinage, ...)
|
|
Définir des paramètres du fichier Iso
C'est avec cette icône qu'il est possible de définir le commentaire à utiliser pour le code Iso ou de décider des matrices de plans inclinés à utiliser.
|
|
Permet d’ajouter un axe ou plusieurs axes à l'usinage courant
C’est avec cette icône qu’il est possible de définir les réglages 4 axes de usinages de vis |
|
Définir les axes colinéaires
Cette icône est disponible que si la machine courante possède des axes colinéaires. C'est avec cette icône que l'on décidera quel axe sera piloté par l'opération. On pourra aussi décider de la valeur de sortie de l'axe qui restera fixe. |
|
Définir les propriétés de l'opération
C'est avec cette icône qu'il est possible de définir si par exemple on désire la mise à jour du brut ou bien de demander à calculer le résultat plus tard.
|
|
Valider
Afin de valider l'opération en cours, il suffit d'appuyer sur cette icône de faire un clic droit en dehors de la fenêtre puis utiliser le menu "OK"
|
|
Annuler
Si on désire annuler cette opération, il suffit d'appuyer sur cette icône
|
|
Aperçu
Afficher ou masquer la zone d'usinage. Lorsque celle-ci est masquée, le calcul de cette zone n'est pas effectué et nous avons donc des temps de réponse améliorés.
|
|
Montrer l'étiquette
Permet d'afficher ou masquer l'étiquette de la zone graphique.
|
|
Mise à jour de l'édition
A chaque fois qu'un paramètre est modifié (comme la prise de passe axiale), tous les calculs pour remettre à jour la zone hachurée ainsi que la trajectoire sont déclenchés. Il se peut donc que la modification d'un paramètre devienne longue. Dans de nombreux cas, nous souhaitons modifier plusieurs paramètres avant de remettre à jour les calculs. Il suffit donc dans ce cas, d'appuyer sur cette icône. Dans ce cas, zone hachurée et trajectoire (par exemple) ne seront pas re calculées avant de ré appuyer sur cette icône.
|
 Cliquez sur les différentes zones de l'image
ci-dessous
Cliquez sur les différentes zones de l'image
ci-dessous
Type d'usinage |
|
Temps |
|
0mm |
|
0.02mm |
|
Pas d'usinage |
0.2mm |
Gestion des visibilités lors
de l'édition de l'opération: cliquez sur les icônes ci-dessous
Visibilité de la machine |
Visibilité des posages |
Visibilité de l'outil |
Visibilité des collisions |
Visibilité du brut et du fini |
Visibilité des trajectoires |
|
|
|
|
|
|


 )
) )
)

















