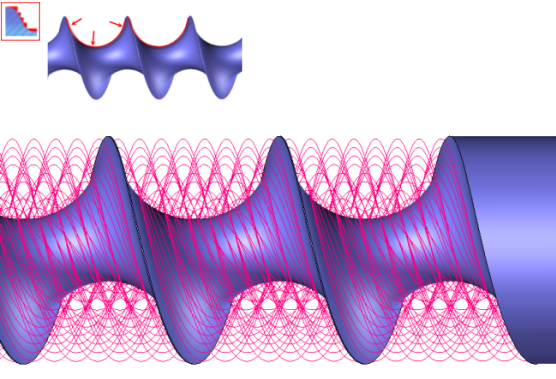
Ébauche par passes en Z.
|
Le bord droit et gauche de la vis sont réalisés quelque soit le pas d’usinage. Les trajectoires sont fluides sur des bords verticaux. Peu de passage au plan de sécurité. Ne convient pas à l’usinage de zones plutôt planes |
|
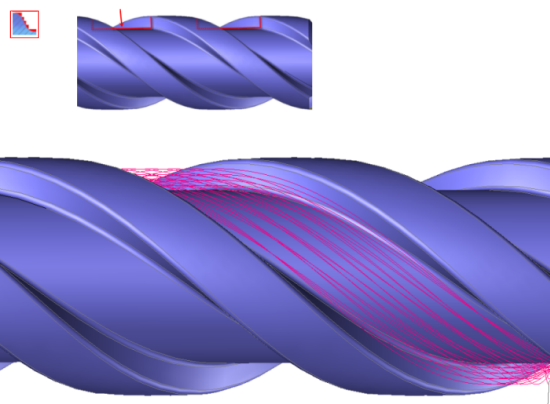
Ébauche à Z constant.
|
Le fond de la vis est réalisé quelque soit le pas en Z. Cela permet donc d’usiner des zones plutôt planes. Ne convient pas à l’usinage de zones plutôt verticales |
 |
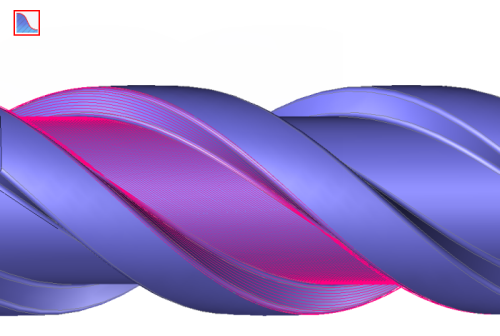
Finition.
|
Les trajectoires correspondent à des « iso-paramétriques » L’usinage de la pièce s’effectue avec une crête constante. |
 |
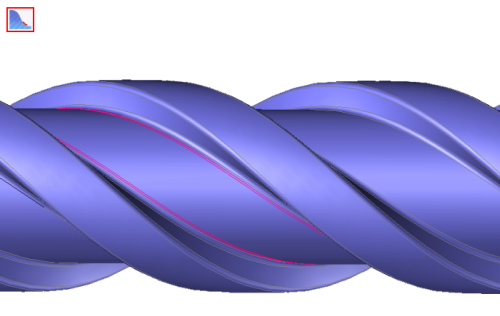
Reprise de matière.
|
Il s’agit de reprendre la matière qui aurait été laissée par le passage d’un outil de référence. Il faut donc saisir l’outil de référence dans la boite de dialogue. Cet outil ne peut être qu’une fraise boule, ainsi seul le diamètre outil est demandé. L’usinage se déroule ensuite de manière automatique en usinant toutes les zones n’ayant pas été atteintes par l’outil de référence. Il est possible, dans des cas critiques, de saisir un outil de référence légèrement plus gros, ce qui permet de reprendre des zones un peu plus larges ou rendre continue une zone plus ou moins morcelée. |
 |