Pas mini
Lorsque l'optimisation de la crête est validée, TopSolid'Cam va donc rajouter des coupes intermédiaires afin de respecter la hauteur de crête demandée.
Le calcul de la profondeur de ses nouvelles passes Z est fait afin de respecter la hauteur de crête.
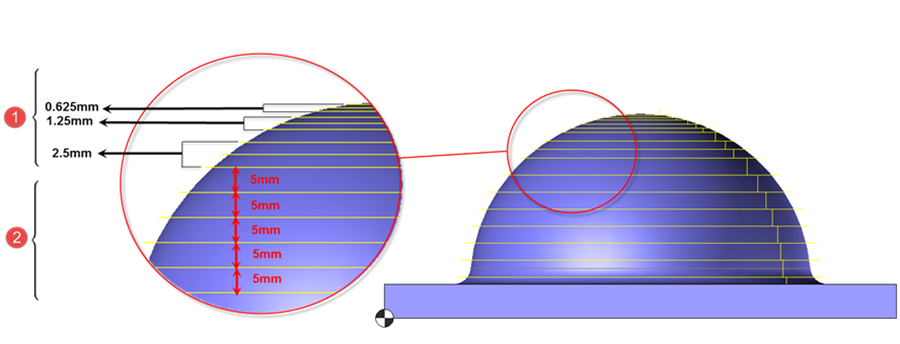
Afin d'éviter de rajouter trop de passes dans la zone d'écrêtage "1" TopSolid divise le pas d'usinage par 2 puis par 4 puis par 8...
Dès que la division du pas d'usage est inférieur à pas mini on trouve le pas mini d'usinage dans la zone d'écrêtage.
Dans le cas ci-dessous le pas d'usinage de l'opération est de 5mm et le pas mini pour l'écrêtage est de 1mm.
5 / 2 =2.5mm
5 / 4 =1.25mm
5 / 8 =0.625mm -> (première valeur inférieur à 1mm)
La valeur mini du pas lors de l'écrêtage sera donc de 0.625mm dans la zone "1" où l'écrêtage est nécessaire pour respecter la hauteur de crête.
Dans la zone "2" où l'écrêtage n'est pas nécessaire le pas d'usinage reste de 5mm.
|
Lorsque la valeur du pas minimum est égale à ZERO, la hauteur de crête n’est pas optimisée.