
Gestion de la durée de vie
|
Gestion de la durée de vie |
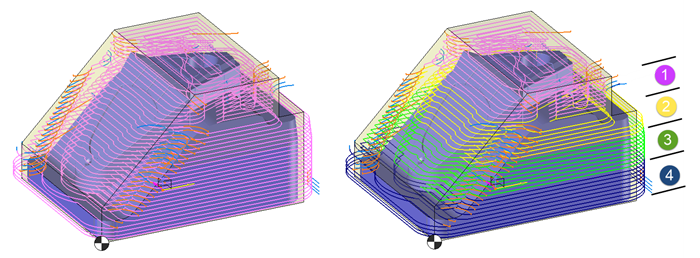
Le but est de changer automatiquement d'outil ou de plaquette après un certain temps d'usinage, une certaine longueur de trajectoire ou tout simplement un nombre de découpage arbitraire.
 |
Le découpage de la trajectoire peut être réalisé sur l'ensemble des opérations utilisant l'outil sur lequel la fonction gestion de la durée de vie a été demandée |
 |
Le découpage de la trajectoire
peut être réalisé que sur certaines opérations utilisant l'outil
sur lequel la fonction gestion de la durée de vie à été demandée.
Dans ce cas il suffit de les sélectionner dans la liste. |
Changement
d'outil: 
Permet de changer automatiquement l’outil lorsque celui-ci est usé en montant un outil clone (ou outil frère) pour poursuivre les usinages.
Cette gestion découpe toutes les opérations de la gamme utilisant cet outil en autant d'exemplaires) que cela est nécessaire.
Il y aura autant d'outils frères montés dans le gestionnaire d'outils que de découpes crées dans les opérations d'usinage.
Par défaut les outils "frères" sont montés en partant de la fin du magasin outils.
L'outil retourne automatiquement au point de changement d'outil pour poursuivre l'usinage avec un outil frère, pour modifier le mouvement de retour au point de changement d'outil il suffira d'éditer les mouvements de liaison.
 |
Changement
de plaquette: 
Permet de changer la plaquette de l'outil, lors des opérations de tournage, lorsque celle-ci est usée.
Ici il n'y a pas de changement d'outil mais l'usinage est arrêté l'outil est dégagé au point de changement de plaquette (qui par défaut est le point de changement d'outil de la machine)..
Il est possible de donner un autre point dans la machine en définissant une liaison inter-opération lors d'un changement de plaquette.
 La case "créer
les opérations enfants" n'est accessible qu'en mode changement plaquette
La case "créer
les opérations enfants" n'est accessible qu'en mode changement plaquette
Lorsque cette option est décochée les d'opérations enfants ne sont pas crées et à la place TopSolid ajout automatiquement un marqueur sur la trajectoire pour indiquer la découpe.
Les mouvement de liaisons entre chaque découpe ne sont pas éditables mais respectent la règle demandée pour le type de mouvement inter-opération.
Lorsque cette option est cochée des opérations enfants sont créés. Il est donc possible de définir des mouvements inter-opération entre chaque découpe (F4).
 Créer les opérations
enfants
Créer les opérations
enfants
|
Programme1 Pièce CN 1 Outil N°1 Opération ébauche Étape usinage |
 Créer les opérations
enfants
Créer les opérations
enfants
Programme1 Pièce CN 1 Outil N°1 Opération ébauche découpe 1-1 Opération ébauche découpe 1-2 Opération ébauche découpe 1-3 Opération ébauche découpe 1-4 Opération ébauche découpe 1-5
Étape usinage |
 |
- La commande d’édition de la gestion d’usure d’outil est disponible dans le menu contextuel d’un outil depuis le gestionnaire des opération. -
Cette fonctionnalité n'est pas supportée avec mode asynchrone
- Seules les opérations 3D et quelques opérations 2D (usinage en bout, usinage par le flanc, perçage, chanfreinage, gravure, surfaçage souris) peuvent utiliser la gestion de l'usure de l'outil. On ne pourra pas par exemple "découper" une opération de type rainurage ou cassage d'angles.
- Il suffit qu' un outil soit utilisé par une opération qui ne gère pas l'usure d'outil pour que l'option "Gestion de la durée de vie de l'outil" ne soit plus accessible pour cet outil.(et cela pour toute les opérations de la gamme).
- Seules les opérations avec des outils de tournage peuvent utiliser la gestion de l'usure de plaquette. |
 L’analyse
permettant de connaître le nombre d’outils nécessaire dépend de 3 critères:
L’analyse
permettant de connaître le nombre d’outils nécessaire dépend de 3 critères:
|
La
longueur d’usinage.
La découpe de l'opération est réalisée en fonction une distance d'usinage en vitesse travail.
|
|
La
durée d’usinage.
La découpe de l'opération est réalisée en fonction d'un temps d'usinage en vitesse travail.
|
|
Le
nombre de découpes.
La découpe de l'opération est réalisée de façon arbitraire en fonction d'un nombre fixe de découpes.
|
|
Le
nombre de passes.
La découpe de l'opération est réalisée de façon arbitraire en fonction d'un nombre de passes donné.
Dans le cas d'un retour au point de changement d'outil il n'y aura pas d'outil frère monté.
|
Pour annuler la gestion de l'usure d'outil pour un outil il suffit de sélectionner cet outil dans le gestionnaire, depuis le menu contextuel choisir l'option "gestion de la durée de vie d'outil" et de décocher l'option :
"gérer la durée de vie de l'outil". L'opération sera réalisée dans ce cas avec un seul outil quelque soit la longueur ou le temps d'usinage et les outils frères montés dans le gestionnaire d'outil ne seront pas supprimés.
 L'onglet
découpe permet de choisir la position sur la trajectoire ou s'effectuera
le changement d'outil.
L'onglet
découpe permet de choisir la position sur la trajectoire ou s'effectuera
le changement d'outil.
|
Précédent mouvement en rapide : On profite du précédent mouvement Z en rapide pour couper la trajectoire.
|
|
A l’endroit exact (uniquement dans le cas du changement d'outil) Le mouvement en Z pour effectuer le changement d'outil est réalisé sur la trajectoire d'usinage mais sur le prochain élément qui la compose, prochain G0, G1, G2 ou G3. Cette option n'est pas disponible pour le tournage. Lorsque cette méthode de découpe est active, les paramètres permettant de spécifier les approches/retraits et les remontées sont disponibles.
|
|
Prochain mouvement en rapide On poursuit l’usinage jusqu’au prochain mouvement Z en rapide pour couper la trajectoire.
|
Attention,si on sélectionne l'option "précèdent
ou du prochain mouvement en Z" pour faire la découpe on est dépendant
du nombre de remontées sur la trajectoire. Dans un cas extrême ou il n'y
aurait pas de remontée en Z la gestion de l'usure ne servirait donc à
rien....
Lorsque le changement d'outil est réalisé à l'endroit exact où l'outil à atteint sa fin de vie il est possible de définir la façon dont l'outil doit quitter ou accoster la trajectoire d'usinage.
|
Liaison: Il est possible de définir ici l'altitude de dégagement avant de réaliser le mouvement de retour au changement d'outil. |
|
Entrée: Il est possible de choisir le type d'entrée lorsque l'outil frère va reprendre la trajectoire d'usinage. |
|
Sortie: Il est possible de choisir le type de sortie lorsque l'outil va quitter la trajectoire d'usinage. |
|
Avance: Il est possible ici de définir la vitesse d'avance pendant la phase de l'entrée et de la sortie. |
Avec la gestion de l'usure de plaquette il est possible de définir le mouvement d'inter-opération pour atteindre le point de changement de plaquette.
Il existe trois possibilités:
 |
Machine Cette option est activée par défaut à partir du moment où il existe dans la machine une liaison inter-opération pour le changement de plaquette. Ce mouvement est défini dans le porte outil de la machine.
|
 |
Automatique Cette option permet de définir un des points de changement d'outil comme point de changement de plaquette, le mouvement pour aller à ce point est calculé automatiquement par TopSolid.
|
 |
Manuel Cette option permet de choisir un mouvement de liaison pour atteindre le point de changement de plaquette parmi les mouvements inter-opération définis pour la machine.
|
|
|












