 Cette option ne supporte que le point piloté au centre de la plaquette.
Cette option ne supporte que le point piloté au centre de la plaquette.Lorsqu'une machine possède un axe de rotation sur l'outil ( ou la pièce) il est possible d'orienter l'outil pour conserver un angle de coupe constant.
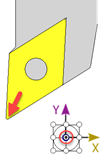
Le but est alors d'avoir en permanence la direction d'usinage et la direction X du repère de coupe colinéaire.
Cette option ne supporte que le point piloté au centre de la plaquette.
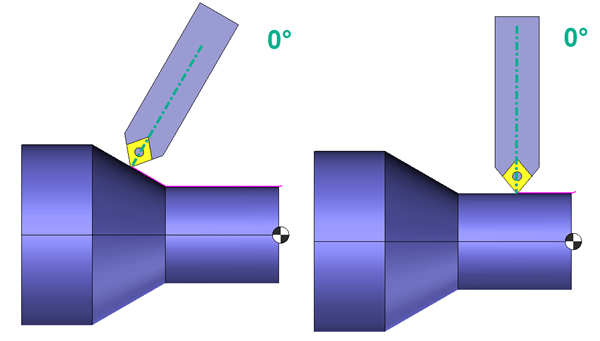
Pour orienter l'outil sur la trajectoire il faut le "dépincer". Avec un angle de dépinçage égal à zéro la bissectrice de l'angle de la plaquette sera normal à la surface usinée.
- Si l'option n'est pas cochée, l'usinage est réalisé uniquement avec 2 axes de translation (X et Z).
- Si l'option est cochée, l'usinage est réalisé avec 2 axes de translation (X et Z) plus un axe de rotation (B par exemple).
|
Les flèches rouges représentent la direction d'usinage. |
|
|
|
Les flèches rouges représentent la direction d'usinage. |
|
|
La rotation, autour de cet axe de rotation, pour respecter l'angle de coupe constant est limitée entre la valeur de l'angle minimum et la valeur l'angle maximum, voir aide supplémentaire
 Il est possible de modifier manuellement les normales calculées automatiquement par TopSolid depuis le gestionnaire des opérations.
Il est possible de modifier manuellement les normales calculées automatiquement par TopSolid depuis le gestionnaire des opérations.
- Faire un clic droit sur l'opération et choisir dans le menu contextuel "Optimisation / Editer les normales".
- Pour modifier l'orientation de l'outil sur la trajectoire il suffit de changer l'orientation des flèches ou de modifier une valeur
Dans ce cas, les limites minimales et maximales pour l'axe de rotation ne sont pas prises en compte.

 Angles de coupe constant
Angles de coupe constant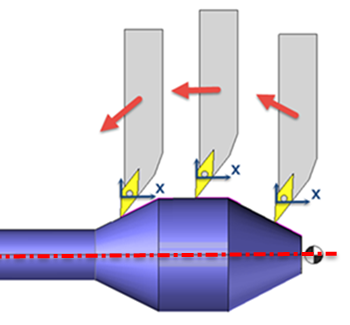
 Angles de coupe constant
Angles de coupe constant