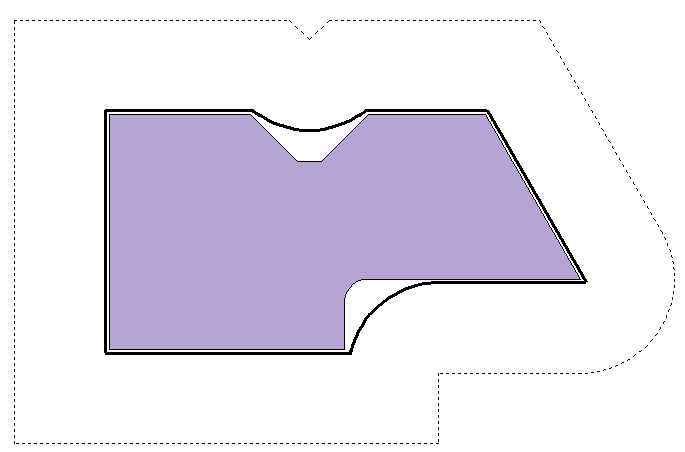
Originale
La géométrie du parcours d’outil est identique au contour à parcourir.
Dans ce cas, la trajectoire d’outil est à l’aplomb du contour à réaliser. Si l’utilisateur souhaite que cette trajectoire soit décalée d’un rayon d’outil, l’utilisateur doit cocher la case ’Envoi d’un correcteur d’outil’ et, sur la machine-outil, charger la valeur du correcteur correspondant. C’est donc la commande numérique de la machine-outil qui, dans ce cas, se charge des calculs à effectuer pour déterminer le parcours réel de l’outil.
 Dans le cas de la fonction cassage d'angle, l'usinage sera inactivé si l'option "envoi du code de compensation" n'est pas coché.
Dans le cas de la fonction cassage d'angle, l'usinage sera inactivé si l'option "envoi du code de compensation" n'est pas coché.
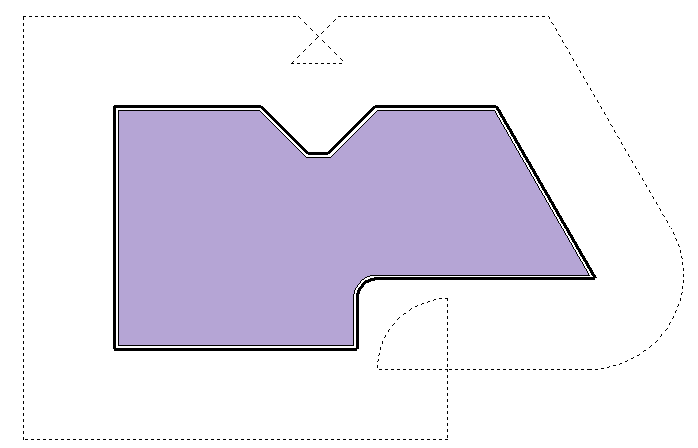
 Pièce à usiner
Pièce à usiner