
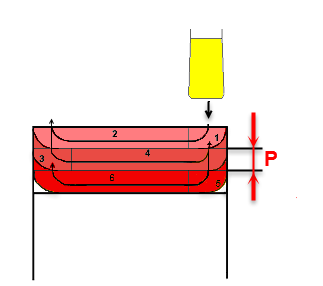
Plunge
The tool completes a series of successive parallel plunges, spaced according to the pitch value, starting with the stock profile and ending with the finished profile. Each plunge is interrupted based on the pass depth. At each interruption, the tool goes back up the value of the safety distance to break the chip. A delay is enabled at the bottom of the plunge.
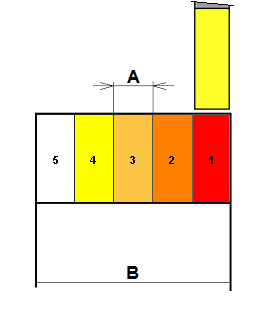
A: Radial Pass Depth
B: Successive Plunges

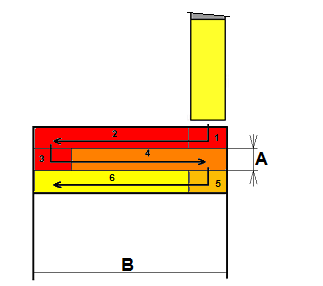
One-directional Step
The volume of initial material to remove has been precut perpendicularly to the tool axis into several basic volumes based on the pass depth value. Each basic volume or step is then roughed according to the first method. All basic volumes are milled by following the "starting element direction to the ending element direction".
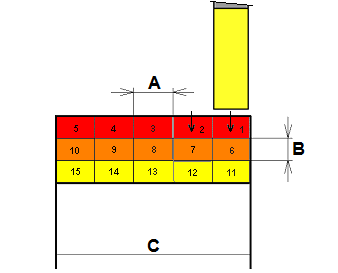
A: Radial Pass Depth
B: Depth Value
C: One-directional Mode Step Plunge

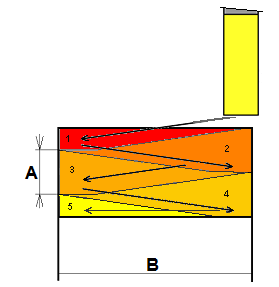
Bidirectional Step
The volume of initial material to remove has been precut perpendicularly to the tool axis into several basic volumes based on the pass depth value. Each basic volume or step is then roughed according to the first method. All basic volumes are milled by alternating the "starting/ending item direction".
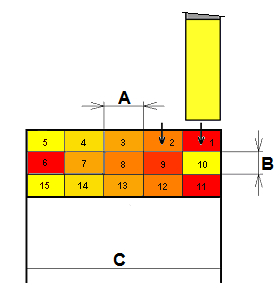
A: Radial Pass Depth
B: Depth Value
C: Bidirectional Mode Step Plunge

One-directional Square
The tool plunges until it reaches the value of the pass depth, then cylinders the part using the right or left flank. The operation is repeated until a finished product is achieved. In One-directional mode, cylindering is only completed in one direction.
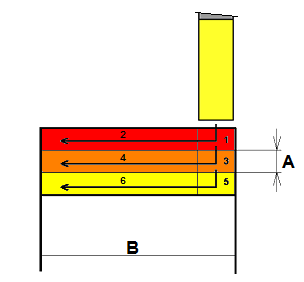
A: Depth Value
B: Square Cycle in One-directional Mode

Bidirectional Square
The tool plunges until it reaches the value of the pass depth, then cylinders the part using the right or left flank. The operation is repeated until a finished product is achieved. In Bidirectional mode, cylindering is completed by alternating between the start item and the end item.
A: Depth Value
B: Square Cycle in Bidirectional Mode

Zigzag
The tool required for this operation must allow plunging and cutting on the left and right flanks. The volume of material to remove has been precut perpendicularly to the tool axis into several basic volumes based on the pass depth value. The basic volumes are then transversally removed by alternative cutting.
A: Depth Value
B: Zigzag Mode

Alternate
The volume of initial material to remove has been precut perpendicularly to the tool axis into several basic volumes based on the pass depth value. Each basic volume or step is then roughed according to the first method. The plunged is set using the "First Plunge" setting
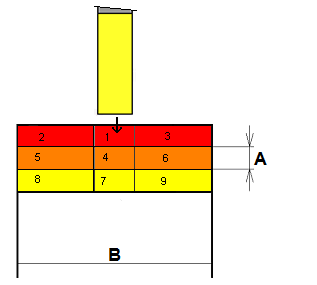
A: Depth Value
B: Alternate Mode

Trochoidal
The tool plunges until it reaches the value of the pass depth, then cylinders the part using the right or left flank. The operation is repeated until a finished product is achieved. In Bidirectional mode, cylindering is completed by alternating between the start item and the end item.
A: Depth Value
B: Alternate Mode
Trochoidal radius