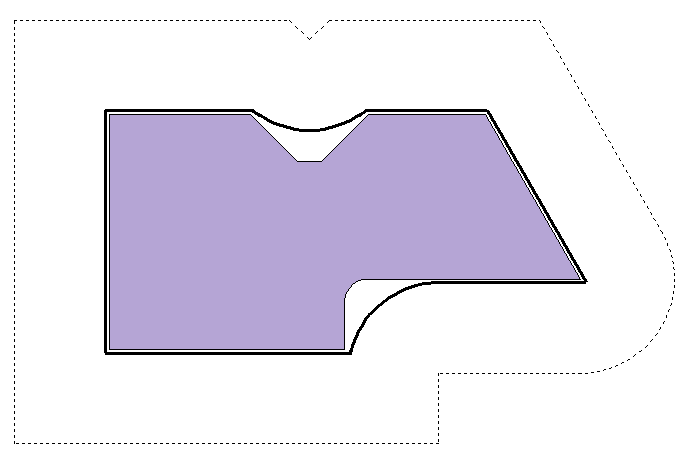
Original
The geometry of the tool path is the same as the geometry of the contour to complete.
In this case, the tool trajectory is perpendicular to the contour to create. If the user wishes to offset this trajectory from a tool radius, they must check the "Send tool corrector" checkbox and load the value of the corresponding corrector to the tool machine. The digital command of the machine tool, in this case, is responsible for calculating the actual path of the tool.
 For the " breaking edges" function, no tool path will be computed if the option Use compensation code is unchecked.
For the " breaking edges" function, no tool path will be computed if the option Use compensation code is unchecked.
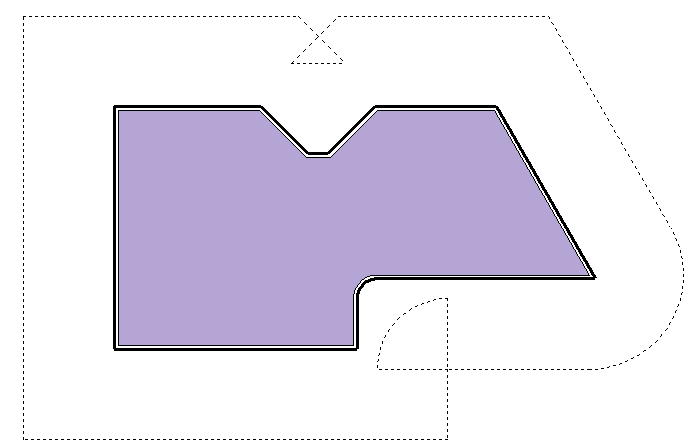
 Part
Part